
Use Ledge Clamps (Fixed Clamp Height Rocker Clamps) with dies having a clamp plate that sticks out from the die body or has a large slot.
When to Use Fixed Clamp Height Rocker Clamps
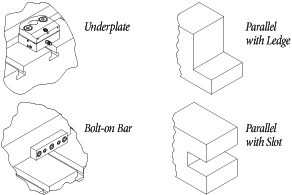
 Use Fixed Clamp Height Rocker Clamps with dies having an open ledge clamp plate or a slot in the die large enough to accommodate the clamp nose for full clamp engagement. Ledge brackets, bars, or ears may also be added to dies in some applications to accommodate the clamps and/or plates milled to set a common clamp height.
Use Fixed Clamp Height Rocker Clamps with dies having an open ledge clamp plate or a slot in the die large enough to accommodate the clamp nose for full clamp engagement. Ledge brackets, bars, or ears may also be added to dies in some applications to accommodate the clamps and/or plates milled to set a common clamp height.
If systems are setup to have hydraulics removed during stamping, Hydro-Mechanical (L style) clamps (with a mechanical lock) should be selected. If a dedicated hydraulic system is considered, the Fully Hydraulic clamps (with either multiple upper zone control or check valves) may be the preferred choice.
Clamp model and quantity should be selected to provide a total clamping force greater than the total (static and dynamic) force applied to the system during use.
How They Work:
 Ledge Clamps are moved into position with the lower body stop set against the die plate (gaps between clamp and die/slot allow movement) or may be permanently mounted on one side to act as a side stop.
Ledge Clamps are moved into position with the lower body stop set against the die plate (gaps between clamp and die/slot allow movement) or may be permanently mounted on one side to act as a side stop.
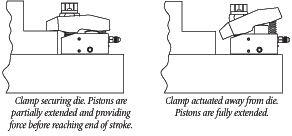
When hydraulic pressure is applied, the clamp nose moves downward onto the plate, clamping the die. Hydraulic pressure is maintained during operation, or the Locking Nut (L style) is engaged to allow removal of clamp hydraulic pressure during stamping. To unclamp, hydraulic pressure is removed and clamps open under internal spring force. (Note: Reapplication of hydraulics is required to unlock the Locking Clamps (L) prior to releasing pressure and unclamping).









